Cos'è un'impastatrice di gomma e come è strutturata
A impastatrice di gomma - indicato anche come miscelatore interno o impastatrice di tipo banbury - è una macchina di miscelazione chiusa ad alta intensità utilizzata per mescolare la gomma grezza con additivi come nerofumo, zolfo, acceleratori, plastificanti e oli di lavorazione. A differenza dei mulini aperti, l'impastatrice per gomma esegue la miscelazione all'interno di una camera sigillata, che riduce drasticamente la perdita di materiale, migliora l'uniformità della dispersione e consente la lavorazione di composti sensibili alla temperatura.
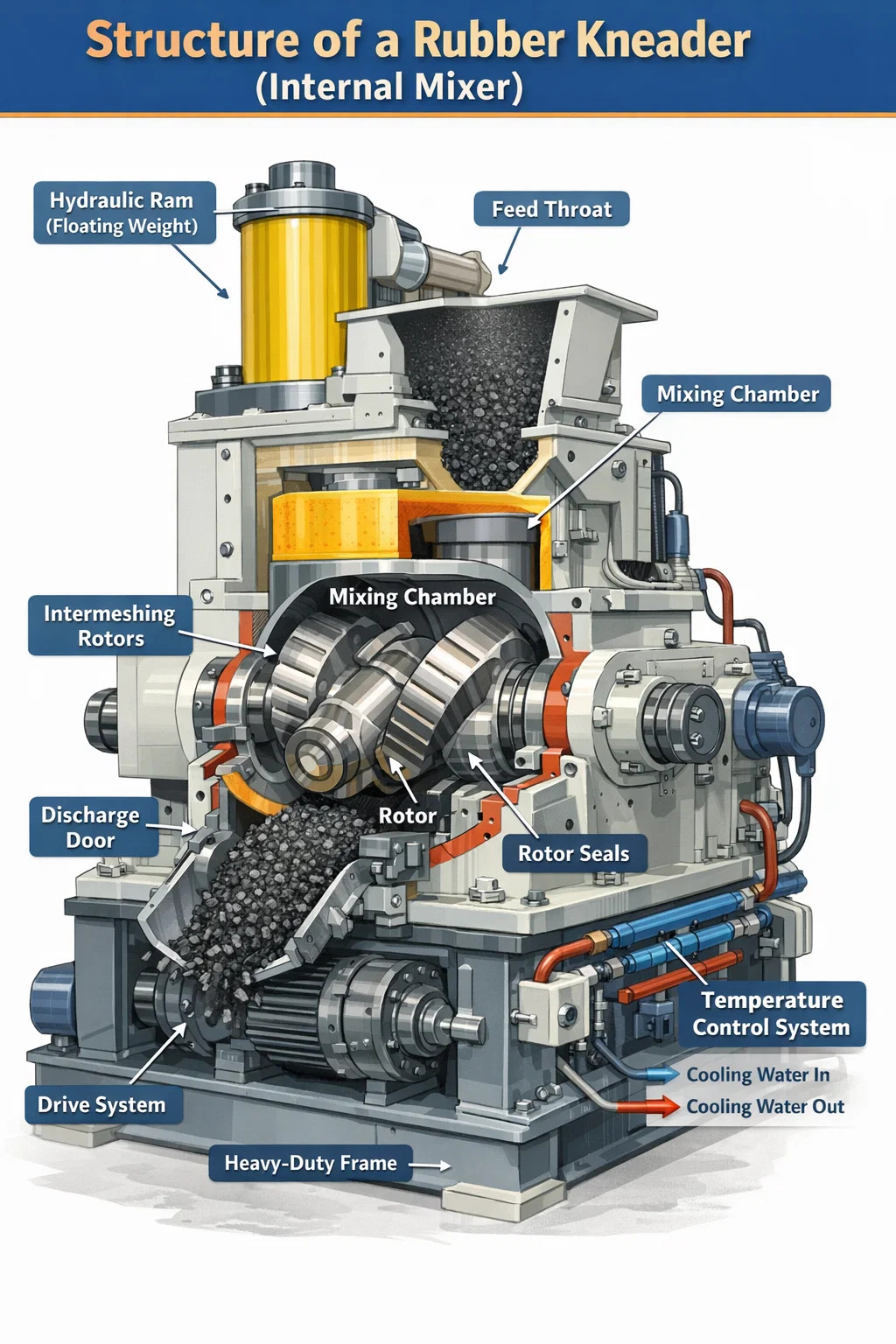
La struttura principale di un'impastatrice in gomma è costituita da sei sistemi primari: la camera di miscelazione, i rotori, il pistone idraulico (peso flottante), il meccanismo della porta di scarico, il sistema di controllo della temperatura e il sistema di azionamento. Ciascuno svolge un ruolo meccanico distinto e la comprensione di come interagiscono rivela perché gli impastatori interni sono diventati lo standard di settore per la mescola della gomma nella produzione di pneumatici, guarnizioni, tubi flessibili e articoli tecnici in gomma.
Il corpo della macchina stesso è generalmente costruito in acciaio fuso ad alta resistenza o lamiera di acciaio prefabbricata, con superfici interne temprate o rivestite con lega resistente all'usura per resistere alle enormi forze meccaniche generate durante la miscelazione, che spesso superano i 500 kN nelle macchine di grande capacità.
La camera di impasto: il cuore dell'impastatrice di gomma
La camera di miscelazione è lo spazio chiuso in cui avviene tutta la preparazione. Si tratta di una cavità a forma di otto lavorata con tolleranze estremamente strette, progettata per ospitare due rotori controrotanti. Il profilo interno della camera non è circolare: le sue pareti sono sagomate per completare la geometria del rotore, garantendo che la massa di gomma venga continuamente piegata, tranciata e riesposta sulle superfici del rotore.
Il volume della camera è una delle specifiche principali utilizzate per classificare gli impastatori di gomma. Le macchine su scala di laboratorio possono avere volumi della camera fino a 0,3 litri, mentre i miscelatori interni di livello produttivo utilizzati nelle fabbriche di pneumatici possono superare i 650 litri. Le dimensioni industriali comuni vanno da 20 L a 270 L, con fattori di riempimento (il rapporto tra il peso della carica di gomma e il volume della camera) generalmente impostati tra 0,6 e 0,75.
Le pareti della camera incorporano una vasta rete di canali interni di raffreddamento e riscaldamento . Nelle moderne impastatrici in gomma, questi canali vengono praticati direttamente attraverso il corpo della camera e collegati a un sistema di controllo della temperatura a circuito chiuso. Una gestione termica precisa è fondamentale: la viscosità della gomma, l'efficienza della dispersione e la qualità del composto dipendono tutte dal mantenimento della temperatura del lotto entro un intervallo definito, spesso tra 70°C e 160°C a seconda della formulazione.
La camera è divisa in due metà: una parte superiore e una inferiore, imbullonate insieme. La metà inferiore contiene la cerniera dello sportello di scarico. Questa struttura divisa consente l'accesso per l'ispezione, la pulizia e la sostituzione del rivestimento. I rivestimenti della camera realizzati in acciaio temprato (tipicamente con valori di durezza superficiale di 58–62 HRC) proteggono il corpo strutturale della camera da composti di gomma abrasivi e possono essere sostituiti in modo indipendente senza smontare l'intera macchina.
Rotori: il componente determinante del design delle impastatrici in gomma
I rotori sono gli elementi meccanici che svolgono effettivamente il lavoro di miscelazione all'interno della camera. In una impastatrice di gomma, due rotori ruotano in direzioni opposte con un rapporto di velocità fisso , tipicamente 1:1.1 o 1:1.2, creando una velocità differenziale del rotore che genera un'intensa sollecitazione di taglio nel punto di contatto tra i rotori e tra ciascun rotore e la parete della camera.
La geometria del rotore è uno degli aspetti più ingegnerizzati di un miscelatore interno. Esistono tre tipi principali di rotori utilizzati nelle moderne impastatrici in gomma:
- Rotori a due ali (ellittici): Il design originale, caratterizzato da due pale elicoidali attorcigliate lungo l'albero del rotore. Questi generano elevate forze di taglio e sono adatti per composti difficili da miscelare, masterbatch di nerofumo e gomme ad alta viscosità come gomma naturale (NR) ed EPDM. La distanza della punta tra l'ala del rotore e la parete della camera è generalmente di 2–6 mm.
- Rotori a quattro ali: Sviluppato per migliorare contemporaneamente la miscelazione dispersiva e distributiva. Le ali aggiuntive aumentano la frequenza di piegatura e riorientamento del materiale per giro, consentendo un'incorporazione più rapida dei riempitivi. I rotori a quattro ali sono ora standard nelle linee di miscelazione di mescole per pneumatici ad alta produzione.
- Rotori a sei ali (o multi-ala): Utilizzato in applicazioni che richiedono una dispersione di riempitivo eccezionalmente fine, come mescole per pneumatici a base di silice, dove l'efficienza dell'accoppiamento del silano è fondamentale. Questi rotori producono una miscelazione più delicata e distributiva con temperature di picco più basse.
Gli alberi del rotore sono cavi e collegati al sistema di controllo della temperatura, consentendo al refrigerante o al vapore di fluire attraverso l'interno. Questo raffreddamento interno del rotore è essenziale nelle operazioni di miscelazione ad alta velocità in cui la generazione di calore per attrito può causare la vulcanizzazione prematura (bruciatura) del composto. La velocità superficiale del rotore nelle impastatrici di produzione varia tipicamente da Da 20 a 80 giri al minuto , con alcune macchine a velocità variabile in grado di operare su tutta questa gamma all'interno di un singolo ciclo di miscelazione.
I rotori sono supportati su entrambe le estremità da cuscinetti a rulli antifrizione per carichi pesanti alloggiati nei telai laterali della macchina. La disposizione dei cuscinetti deve sopportare sia i carichi radiali derivanti dalla pressione della mescola di gomma, sia i carichi assiali generati dalle ali elicoidali del rotore. Anche i gruppi di cuscinetti nelle impastatrici di grandi dimensioni sono generalmente raffreddati ad acqua, poiché altrimenti il calore da attrito sulle sedi dei cuscinetti ridurrebbe sostanzialmente la durata di servizio.
Sistema di tenuta del rotore
Nel punto in cui gli alberi del rotore escono dalla camera di miscelazione attraverso le pareti laterali, un sistema di tenuta impedisce la fuoriuscita della mescola di gomma lungo l'albero. Questa è tecnicamente una delle aree più impegnative della progettazione delle impastatrici in gomma. La guarnizione deve contenere gomma a pressioni fino a 0,5–1,0 MPa mentre l'albero ruota a velocità, il tutto mentre l'interno della camera è a temperature elevate.
La maggior parte delle moderne impastatrici in gomma utilizza uno dei due sistemi di tenuta:
- Tenute a labirinto con baderna in gomma: Una serie di scanalature e creste lavorate creano un percorso tortuoso che resiste al flusso del composto. Combinata con anelli di tenuta in gomma compressa, questa disposizione fornisce una tenuta efficace per la maggior parte dei composti di produzione. La sostituzione delle guarnizioni è un'attività di manutenzione ordinaria eseguita ogni poche centinaia di ore di funzionamento.
- Tenute meccaniche frontali: Utilizzato in macchine e applicazioni premium con severi requisiti di contaminazione. Una faccia rotante della tenuta premuta contro una sede fissa fornisce una barriera positiva. Queste tenute possono essere raffreddate ad aria o ad acqua e offrono intervalli di manutenzione più lunghi rispetto alle tenute a baderna.
Il pistone idraulico (peso flottante): controllo della pressione sopra il composto
Direttamente sopra la camera di miscelazione si trova il pistone superiore, comunemente chiamato peso flottante o pistone idraulico. Si tratta di un blocco solido di acciaio o ghisa duttile sagomato per adattarsi all'interno della gola di alimentazione della camera. La sua funzione è quella di sigillare la parte superiore della camera di miscelazione dopo il caricamento del materiale e di applicare una pressione verso il basso sul lotto di gomma durante la miscelazione.
La pressione del pistone è una delle variabili di processo più importanti nel funzionamento dell'impastatrice per gomma. Una maggiore pressione del pistone costringe la mescola di gomma a un contatto più stretto con i rotori, aumentando l'intensità di taglio e migliorando la dispersione. Tuttavia, una pressione eccessiva accelera l’usura del rotore e del rivestimento della camera. Le pressioni del pistone nelle macchine di produzione variano generalmente da 0,2 a 0,8 MPa, applicate tramite un cilindro idraulico montato sopra la gola di alimentazione.
Il pistone è guidato da un cilindro a gola verticale, un passaggio lavorato con precisione che mantiene il pistone centrato e impedisce il movimento laterale sotto pressione composta. Un parapolvere nella parte inferiore della gola impedisce alla gomma di risalire attorno al corpo del pistone. Il pistone stesso è spesso animato e collegato al circuito dell'acqua di raffreddamento per gestire l'assorbimento del calore dalla gomma sottostante.
Il cilindro idraulico che aziona il pistone è montato su un telaio girevole sopra il corpo della macchina, consentendone l'oscillazione quando il coperchio della gola di alimentazione viene aperto per la ricarica. Sulle linee di produzione automatizzate, il ciclo del pistone è controllato dal programma di miscelazione: si alza automaticamente quando la porta di scarico si apre per rilasciare il lotto e scende e si blocca immediatamente dopo il caricamento della carica successiva.
In alcuni modelli di impastatrici per gomma più recenti, in particolare quelli utilizzati per la miscelazione silice-silano, la pressione del pistone viene modulata dinamicamente durante il ciclo di miscelazione, riducendo temporaneamente la pressione durante la fase di reazione di silanizzazione per evitare il surriscaldamento, quindi aumentandola nuovamente per la dispersione finale. Ciò richiede un sistema di valvole idrauliche proporzionali integrato con l'unità di controllo della macchina.
Meccanismo della porta di scarico: rilascio del lotto misto
La porta di scarico costituisce il fondo della camera di miscelazione. Una volta completata la miscelazione, questa porta si apre verso il basso (o oscilla su un lato, a seconda del modello) per rilasciare per gravità il lotto di gomma finito in un dispositivo a valle, in genere un mulino aperto, un estrusore bivite o un trasportatore di raffreddamento del lotto.
La porta è azionata da un cilindro idraulico e il suo meccanismo di bloccaggio deve resistere all'intera pressione interna della camera durante la miscelazione senza deviazioni. Anche una minima flessione della porta può consentire alla gomma di fuoriuscire nell'area della guarnizione della porta, accelerando l'usura e causando contaminazione. Le impastatrici in gomma di alta qualità utilizzano più bulloni di bloccaggio o un meccanismo di bloccaggio a camma che distribuisce la forza di bloccaggio in modo uniforme su tutto il perimetro della porta.
La faccia della porta (la superficie a contatto con la mescola di gomma) è generalmente rivestita con una piastra antiusura indurita, sostituibile in modo indipendente. Il corpo della porta incorpora canali di raffreddamento collegati allo stesso circuito delle pareti della camera. Un anello di tenuta in gomma o elastomero corre attorno al perimetro dello sportello per evitare perdite di composto nell'interfaccia camera/sportello: questa guarnizione è un elemento di consumo sostituito durante la manutenzione programmata.
Il tempo di apertura dello sportello di scarico è un parametro di processo: un'apertura più rapida riduce il tempo di esposizione del composto al calore al termine della miscelazione, il che è fondamentale per i composti sensibili alla temperatura contenenti agenti di vulcanizzazione predispersi. Nelle linee di produzione ad alta velocità, l'apertura dello sportello e il rilascio del lotto vengono completati entro 3-5 secondi per mantenere la produttività.
Sistema di controllo della temperatura: gestione del calore attraverso l'impastatrice di gomma
La gestione della temperatura non è un optional nel funzionamento degli impastatori per gomma: è un requisito fondamentale per la qualità del composto e la ripetibilità del processo. Il sistema di controllo della temperatura comprende tre zone di scambio termico: le pareti della camera, i corpi del rotore e il pistone. Ogni zona può essere controllata in modo indipendente.
La maggior parte delle impastatrici per gomma di produzione utilizza un'unità di controllo della temperatura dell'acqua (TCU) a circuito chiuso che fa circolare l'acqua temperata attraverso tutte e tre le zone. La TCU può riscaldare l'acqua utilizzando riscaldatori elettrici o iniezione di vapore e raffreddarla utilizzando uno scambiatore di calore collegato alla fornitura di acqua refrigerata dell'impianto. Le temperature target dell'acqua variano in base alla fase del processo:
- Fase di preriscaldamento: acqua a 60–90°C per portare la camera alla temperatura operativa prima del primo lotto del turno
- Fase di miscelazione: acqua di raffreddamento a 20–40°C per assorbire il calore da attrito e prevenire la sovratemperatura del composto
- Fase di pulizia: lavaggio con acqua calda o vapore per ammorbidire il composto residuo e facilitarne la rimozione
La temperatura del composto è monitorata da termocoppie o sensori a infrarossi montati sulla parete della camera. Feedback sulla temperatura del composto in tempo reale viene utilizzato dal sistema di controllo della macchina per regolare la velocità del rotore, la pressione del pistone e la portata del refrigerante per mantenere il lotto entro le specifiche. In alcuni sistemi avanzati di impastatrici per gomma, la miscelazione viene interrotta automaticamente quando la temperatura del composto raggiunge un punto prestabilito anziché dopo un ciclo di tempo fisso: questo cosiddetto scarico a temperatura controllata è più coerente dello scarico a tempo controllato e riduce la variabilità da lotto a lotto.
Dettagli del circuito di raffreddamento del rotore e della camera
All'interno di ciascun rotore cavo, il circuito del refrigerante segue generalmente uno schema a spirale o con foro che massimizza l'area di contatto superficiale. I raccordi rotanti (chiamati anche giunti girevoli) alle estremità dell'albero del rotore collegano i tubi di alimentazione stazionari del refrigerante all'interno del rotore rotante senza perdite. Si tratta di componenti di precisione che richiedono ispezioni e sostituzioni periodiche poiché le guarnizioni interne si usurano.
I canali di raffreddamento delle pareti della camera vengono praticati secondo uno schema a serpentina attraverso il blocco della camera, tipicamente a una distanza di 30–50 mm da centro a centro. La portata del flusso di refrigerante attraverso questi canali è progettata per ottenere una capacità di rimozione del calore sufficiente per la potenza nominale della macchina: per un'impastatrice da 270 litri con un motore di azionamento da 2000 kW, il sistema di raffreddamento deve essere in grado di rimuovere almeno 1,5–2,0 MW di energia termica in modo continuo.
Sistema di azionamento: trasmissione di potenza ai rotori
Il sistema di azionamento di un'impastatrice di gomma è costituito dal motore elettrico, dal riduttore di velocità (cambio) e dal sistema di ingranaggi che aziona i due rotori. Poiché i rotori devono girare a un rapporto di velocità fisso l'uno rispetto all'altro, sono accoppiati tramite un set di ingranaggi ad incastro (gli ingranaggi di distribuzione) che garantisce la sincronizzazione indipendentemente dalle variazioni di carico.
Il motore di azionamento principale è quasi universalmente un motore a induzione CA con controllo di azionamento a frequenza variabile (VFD) nelle macchine moderne. La capacità di velocità variabile è essenziale per ottimizzare la miscelazione nelle diverse fasi di un ciclo composto, ad esempio, funzionando a bassa velocità durante la rottura iniziale delle balle per evitare di sovraccaricare il motore, quindi accelerando alla massima velocità per l'incorporazione del materiale di riempimento. Potenza del motore nelle bilance di produzione delle impastatrici in gomma con volume della camera:
| Volume della camera (l) | Potenza tipica del motore (kW) | Intervallo di velocità del rotore (rpm) | Applicazione comune |
|---|---|---|---|
| 20–40 | 110–250 | 20–60 | Piccoli lotti, composti speciali |
| 75–120 | 500–900 | 20–70 | Pneumatico di medie dimensioni e gomma industriale |
| 200–270 | 1500–2500 | 20–80 | Mescola del battistrada degli pneumatici ad alto volume |
| 400–650 | 3000–5000 | 15–60 | Produzione di masterbatch di pneumatici su larga scala |
Il cambio (riduttore di velocità) riduce la velocità del motore alla velocità operativa del rotore moltiplicando la coppia. In una impastatrice di gomma, la scatola del cambio deve gestire una coppia estremamente elevata: per un motore da 2.000 kW che fa funzionare i rotori a 40 giri al minuto, la coppia sull'albero del rotore può superare i 500.000 N·m. Il cambio è tipicamente una disposizione ad albero parallelo o ad angolo retto con ingranaggi elicoidali carburati e rettificati, alloggiati in un robusto involucro in ghisa o acciaio fabbricato con lubrificazione ad alimentazione forzata.
Un giunto flessibile tra il motore e la scatola del cambio assorbe i carichi d'urto durante la rottura della balla: l'impatto quando un rotore colpisce una balla di gomma fredda può causare picchi di coppia istantanei da due a tre volte la coppia operativa nominale. Senza un giunto flessibile, questi picchi verrebbero trasmessi direttamente al cambio e all'albero motore, causando guasti prematuri per fatica.
Gola di alimentazione e sistema di ricarica
La gola di alimentazione è il passaggio verticale sopra la camera di miscelazione attraverso il quale vengono caricati la gomma e gli additivi. Nel funzionamento manuale, le balle di gomma e gli additivi pesati vengono fatti cadere nella gola dagli operatori o dal trasportatore. Nelle linee di compounding automatizzate, la gola di alimentazione è dotata di un vassoio ribaltabile o di un dispositivo pneumatico di assistenza pistone per spingere i materiali nella camera contro la resistenza dei rotori.
Le dimensioni dell'apertura della gola sono progettate per accettare balle di gomma di dimensioni standard: un'impastatrice da 270 litri ha in genere un'apertura della gola di circa 600 mm × 400 mm. Un coperchio antipolvere o un lembo girevole chiude la gola dopo la carica per contenere polvere e fumi durante la miscelazione. Alcune macchine incorporano anche una porta di estrazione dei fumi nel coperchio della gola collegata a un sistema di ventilazione centrale: questo è particolarmente importante quando si miscelano composti contenenti nerofumo, zolfo o oli di lavorazione volatili.
L'iniezione di ingredienti liquidi, per oli di processo, silani liquidi o additivi speciali, viene spesso eseguita tramite porte montate direttamente nella parete della camera o attraverso il corpo del pistone. Questi ugelli di iniezione devono essere progettati per resistere alla pressione e alla temperatura della camera fornendo allo stesso tempo volumi dosati precisi, generalmente controllati da sistemi di dosaggio con pompa a ingranaggi integrati con il programma di miscelazione.
Telaio della macchina e componenti strutturali
L'intero gruppo impastatrice in gomma è montato su un telaio di base strutturale pesante fabbricato con piastre di acciaio spesse o pezzi fusi. Questo telaio assorbe le forze di reazione del processo di miscelazione e le trasmette alla fondazione. Le forze coinvolte sono notevoli: una impastatrice di grande produzione genera forze di separazione dei rotori (la forza che spinge i rotori a causa della pressione della gomma) che possono raggiungere diverse centinaia di kilonewton durante i picchi di carico di miscelazione.
I due telai laterali, uno su ciascun lato della camera di miscelazione, portano i cuscinetti del rotore e forniscono il collegamento strutturale tra la camera e la base. Questi sono spesso i componenti più sollecitati della macchina e sono realizzati in ghisa nodulare o acciaio lavorato di grosso spessore con ampi raggi di raccordo per ridurre la concentrazione delle sollecitazioni.
I supporti antivibranti tra il telaio della base dell'impastatrice e le fondamenta dell'edificio sono standard nelle installazioni moderne. Una grande impastatrice di gomma a pieno carico durante la rottura delle balle genera vibrazioni significative: senza isolamento, queste possono trasmettersi alla struttura dell'edificio e influenzare la strumentazione vicina o causare, nel tempo, rotture da fatica nei bulloni di ancoraggio.
Sistema di controllo e strumentazione nelle moderne impastatrici per gomma
Le moderne impastatrici per gomma sono dotate di sistemi di controllo basati su PLC che gestiscono in modo automatico l'intero ciclo di miscelazione. Il sistema di controllo monitora e registra un flusso continuo di dati di processo:
- Temperatura del composto (misurata tramite termocoppia a parete della camera o pirometro a infrarossi puntato sul composto attraverso una porta visiva)
- Velocità del rotore (rpm), regolabile in continuo dal VFD
- L'assorbimento di corrente del motore, che è proporzionale alla viscosità del composto e serve come misura indiretta dell'energia immessa nella miscelazione
- Apporto energetico specifico (kWh/kg), accumulato durante il ciclo di miscelazione
- Posizione e pressione del pistone
- Temperature di ingresso e uscita del liquido refrigerante per ciascuna zona di raffreddamento
- Posizione della porta di scarico (interblocco aperto/chiuso)
L’apporto energetico specifico è probabilmente l’indicatore più affidabile della completezza della miscelazione per molte mescole di gomma, la dispersione del nerofumo, ad esempio, è strettamente correlata all’energia cumulativa immessa per chilogrammo di mescola piuttosto che al solo tempo. I moderni controlli delle impastatrici in gomma consentono di definire i programmi di miscelazione in base al punto finale energetico piuttosto che al punto finale temporale, compensando automaticamente le variazioni nella viscosità della materia prima tra i lotti.
Tutti i dati del lotto vengono registrati in un database per la tracciabilità della qualità. L'integrazione con i sistemi di esecuzione della produzione (MES) consente di collegare ogni record di lotto ai numeri di lotto delle materie prime, all'ID dell'operatore e ai risultati dei test dei composti a valle, consentendo l'analisi della causa principale quando si verificano deviazioni della qualità.
Principali differenze strutturali tra i tipi di impastatrici in gomma
Non tutte le impastatrici di gomma condividono configurazioni strutturali identiche. Esistono diverse varianti di design per soddisfare le diverse esigenze di produzione:
Impastatrici a rotore tangenziale o interingranate
In un'impastatrice a rotore tangenziale (il classico design Banbury), i due rotori ruotano su percorsi circolari separati tangenti l'uno all'altro: le ali del rotore non si incastrano. Ciò crea un'ampia zona di miscelazione tra i rotori dove si verifica un intenso taglio, rendendo gli impastatori tangenziali altamente efficaci per la miscelazione dispersiva di riempitivi rinforzanti. La maggior parte dei mescolatori interni di produzione mondiale utilizzano rotori tangenziali.
In un'impastatrice a rotori intrecciati (come la serie GK di HF Mixing o la serie F di Farrel Pomini), i rotori sono posizionati più vicini tra loro e le loro ali si sovrappongono e si intrecciano mentre ruotano - simile nel concetto a un estrusore bivite ma con facchini molto più corti e più spessi. Questo design genera un modello di flusso nettamente diverso, producendo una migliore miscelazione distributiva e temperature del composto più basse, al costo di un'intensità di miscelazione dispersiva leggermente inferiore. Gli impastatori interconnessi sono preferiti per la gomma siliconica sensibile al calore, i fluoroelastomeri e i composti in cui il controllo della temperatura è fondamentale.
Impastatrici a scarico capovolto (invertito).
Alcuni modelli di impastatrici per gomma, in particolare quelle utilizzate in linee di lavorazione continue o semicontinue, scaricano non attraverso uno sportello inferiore ma inclinando l'intero gruppo della camera di miscelazione in modo che l'apertura della camera sia rivolta verso il basso e il composto cada. Questo design di scarico capovolto consente un rilascio batch più rapido e una più semplice integrazione con le apparecchiature di lavorazione a valle posizionate direttamente sotto l'impastatrice. L'implicazione strutturale è un telaio della macchina notevolmente più complesso con un meccanismo di inclinazione e un sistema di bloccaggio idraulico.
Impastatrici a cielo aperto (lama Sigma) e impastatrici di tipo Banbury chiuse
Vale la pena notare che in alcuni contesti industriali, il termine "impastatrice di gomma" si riferisce anche agli impastatori discontinui con lama a Z o a lama sigma: macchine aperte a forma di vasca con due lame sigma o a Z controrotanti. Questi sono strutturalmente abbastanza diversi dal miscelatore interno chiuso descritto in questo articolo. Le impastatrici a lame Sigma sono prive di pistone e sistema di tenuta, funzionano a pressione atmosferica e sono più comunemente utilizzate per la mescola di gomma siliconica, elastomeri termoplastici e preparazione di adesivi piuttosto che per mescole di gomma ad alto riempitivo.
Parti soggette ad usura ed elementi strutturali critici per la manutenzione
Comprendere la struttura di un'impastatrice in gomma significa anche sapere quali componenti si usurano e necessitano di sostituzione periodica. I principali capi di usura sono:
- Suggerimenti per il rotore: Le punte delle ali subiscono il massimo stress da contatto con la parete della camera. In alcuni progetti, le punte del rotore sono dotate di un rivestimento di saldatura con superficie dura che può essere riapplicato in loco. In altri, l'intero rotore viene sostituito quando l'usura della punta supera la tolleranza, in genere quando il gioco tra punta e parete è cresciuto dal valore progettato (2–5 mm) a più di 8–10 mm, a quel punto l'efficienza di miscelazione diminuisce in modo misurabile.
- Fodere della camera: Le sezioni del rivestimento della parete sono piastre antiusura sostituibili, tipicamente spesse 30–50 mm, imbullonate o montate a caldo nel corpo della camera. La durata varia da pochi mesi in applicazioni con composti abrasivi a diversi anni in servizio delicato.
- Guarnizioni dell'estremità del rotore (guarnizione): Sostituito ogni 300–1000 ore di funzionamento a seconda del tipo di composto e della velocità del rotore. La sostituzione posticipata della baderna porta alla contaminazione del composto dell'area del cuscinetto e ad un'usura drammaticamente accelerata del cuscinetto.
- Guarnizione della porta di scarico: La guarnizione perimetrale elastomerica sullo sportello di scarico viene sostituita durante gli arresti programmati, in genere ogni 3-6 mesi in produzione continua.
- Giunti rotanti sui circuiti di raffreddamento del rotore: Ispezionato e ricostruito ogni anno nella maggior parte delle strutture, poiché l'usura delle guarnizioni in questi componenti può causare l'ingresso di refrigerante negli alloggiamenti dei cuscinetti.
Gli intervalli di manutenzione pianificati per le impastatrici di gomma negli impianti di produzione di pneumatici sono generalmente strutturati attorno a turni di produzione di 8 ore, con ispezioni minori ogni turno, controlli intermedi settimanali e revisioni importanti annuali o ogni 5.000-8.000 ore di funzionamento. Un'impastatrice in gomma da 270 litri ben mantenuta può raggiungere una disponibilità meccanica superiore al 95% in funzionamento continuo su tre turni.